Czy wiesz, że… ?
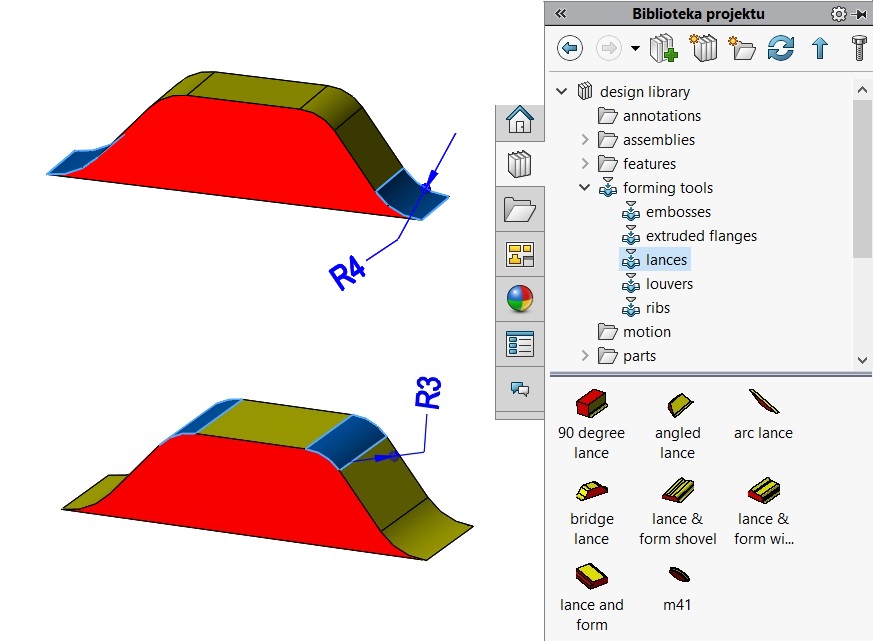
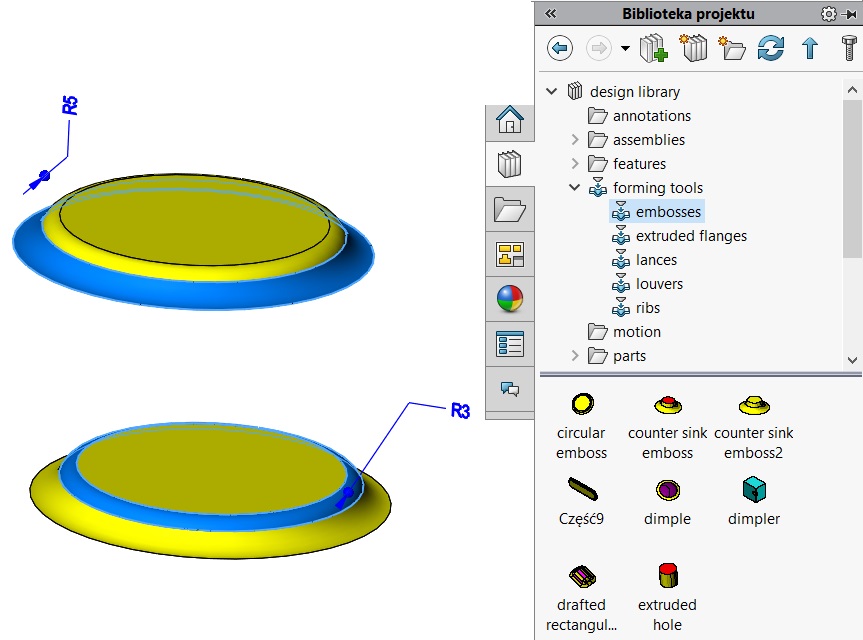
W arkuszach blach SOLIDWORKS istnieje możliwość użycia narzędzi formowania (forming tools), które znajdują się w folderach biblioteki projektu. Wraz z instalacją programu w bibliotece znajdzie się kilkanaście gotowych narzędzi. Oczywiście na podobnej zasadzie można przygotować własne.
Weźmy pod uwagę przykładowe narzędzie bridge lance. Po jego otwarciu sprawdziłem, że najmniejszy promień wynosi 3mm a największy 4mm. Jednak ważniejsze jest, który będzie stanowił promień wewnętrzny, a który zewnętrzny. Promienie oznaczają de facto, w jakich blachach można narzędzia stosować.
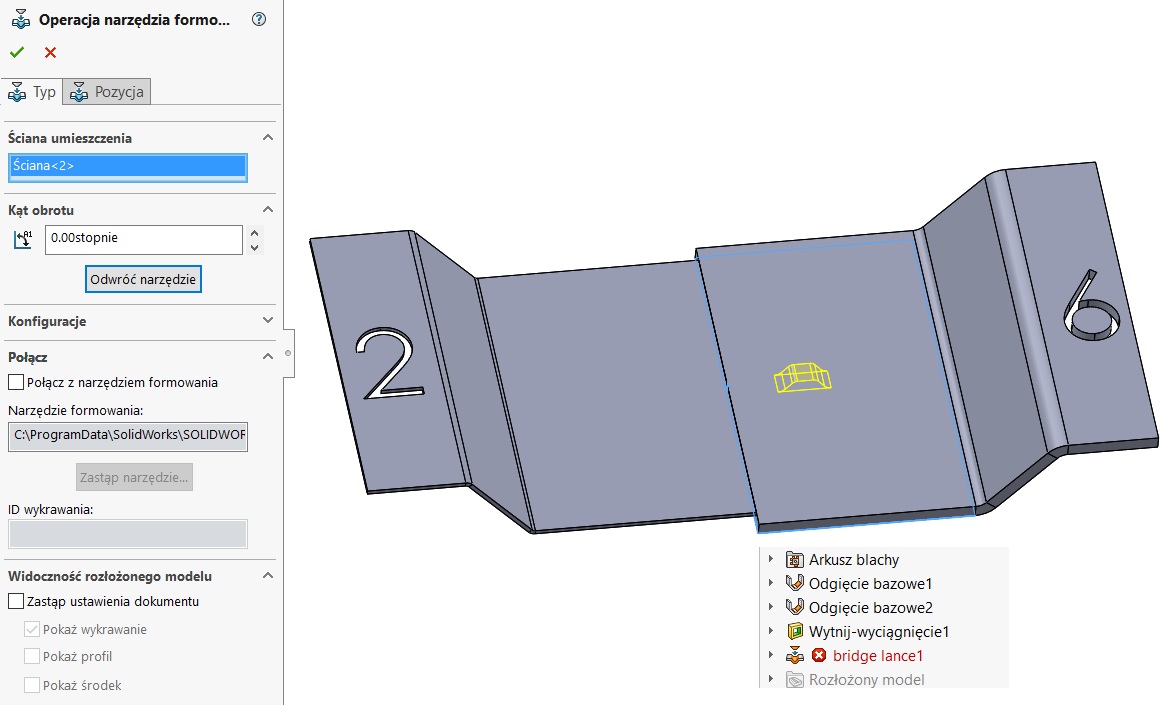
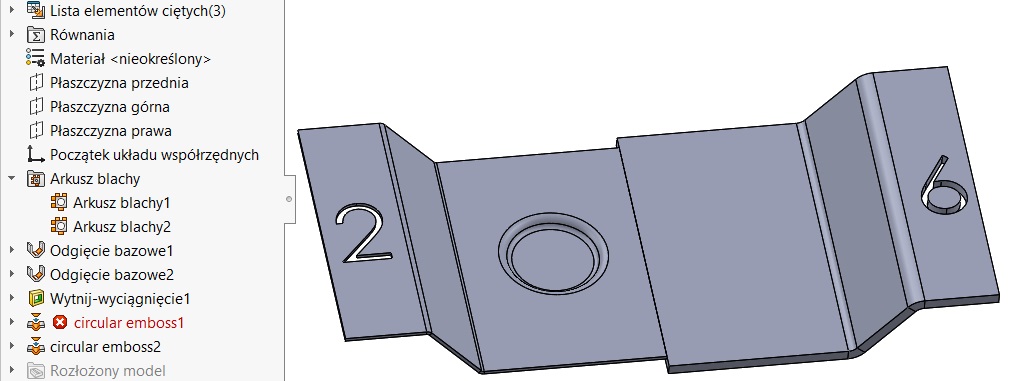
Możesz łatwo to sprawdzić przeciągając narzędzie na arkusz blachy określonej grubości. W testowanym przypadku są to blachy 2 i 6mm grubości.
W przypadku grubszej blachy po upuszczeniu narzędzia w drzewie operacji pojawia się błąd – oczywiście przetłoczenia nie widać w modelu.
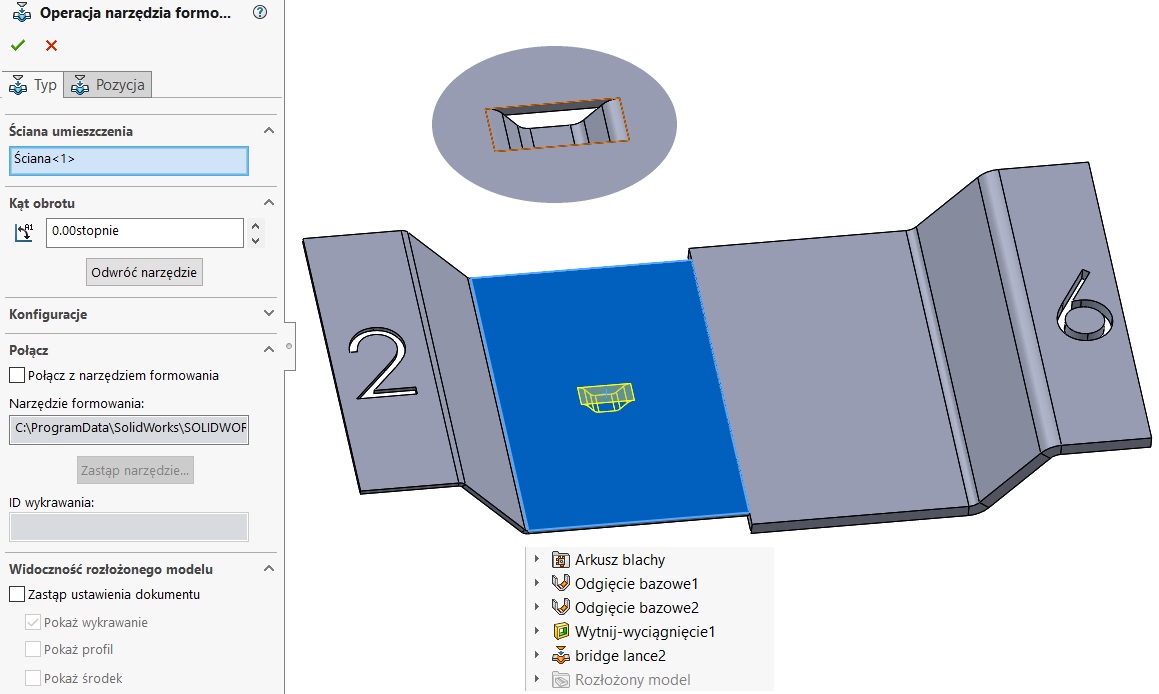
W drugim przypadku, kiedy narzędzie przeciągam na cieńszą blachę, operacja kończy się powodzeniem.
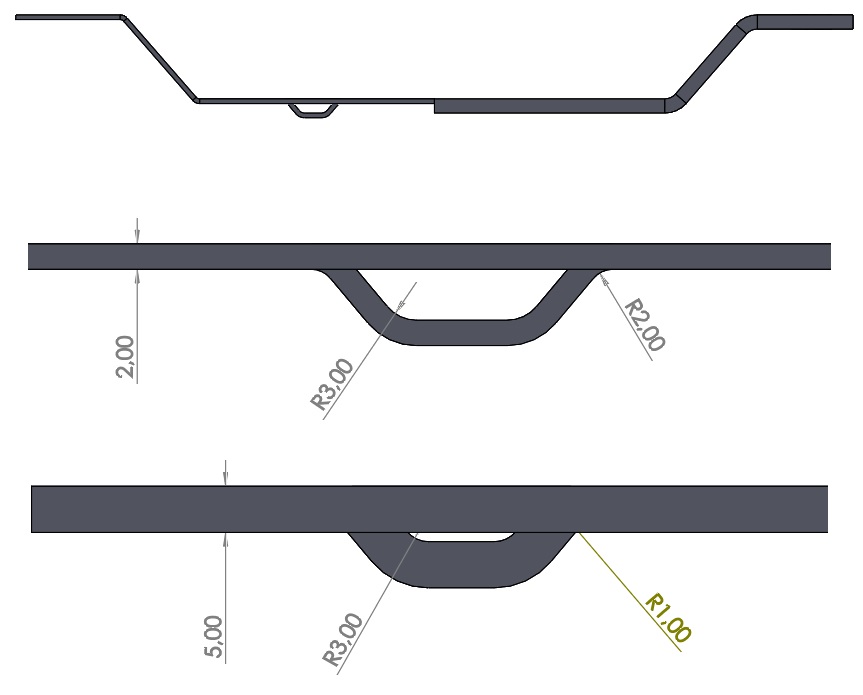
W takim razie jaka jest graniczna grubość?
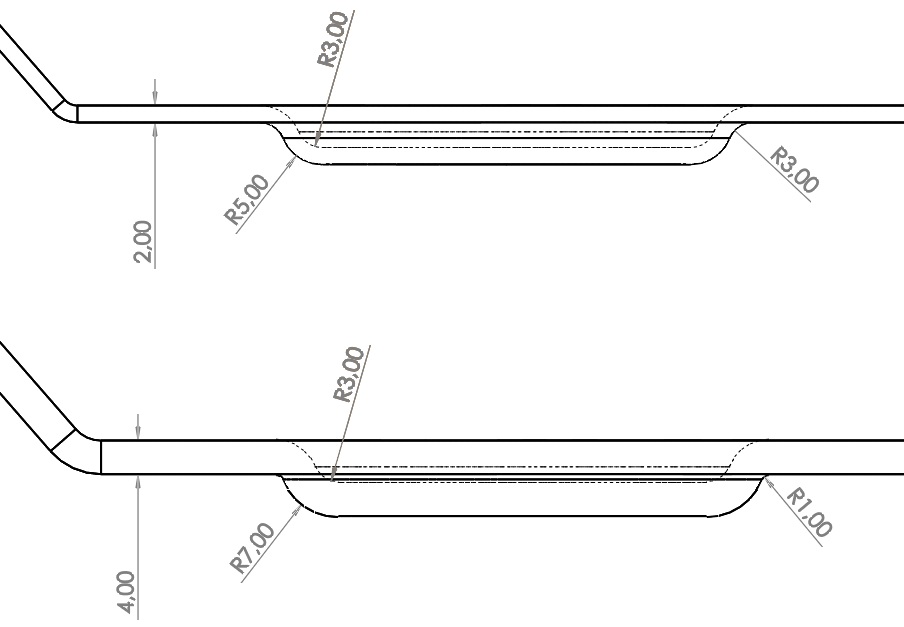
Ponieważ promień wewnętrzny z narzędzia równy 3mm jest stały, to znaczenia nabiera promień zewnętrzny (wynoszący 4mm). Z blachą grubości 4mm nie będzie problemu, ale większe grubości stanowią problem ze względu na brak promienia wewnętrznego na kontakcie. Wynika to z różnicy promienia narzędzia 4mm oraz grubości blachy. Łatwo wyliczyć, że w blasze grubości 3mm promień ten wyniesie 4 – 3 = 1mm, w blasze 2mm wyniesie 2mm, ale w blasze 5mm już tego promienia nie będzie…
Inne narzędzia do przetłoczeń (nieprzelotowe) zachowują się identycznie. Circular emboss posiada promienie 3 i 5mm, co oznacza bezproblemowe stosowanie z blachami o grubości nie przekraczającej 5mm.
Analogicznie w blasze grubości 6mm pojawia się błąd.
W tym przypadku wartością graniczną jest grubość 5mm, poniżej tej grubości (np. blacha grubości 4mm) posiada promień od zewnątrz równy 1mm – co wynika z różnicy wartości promienia w narzędziu 5mm – 4mm grubość blachy = 1mm.
Reasumując, gotowe operacje przetłoczeń można stosować w blachach o grubości uzależnionej od promieni w narzędziu formowania. Ze względu na fakt, iż po upuszczeniu można takie operacje edytować i zmieniać ich parametry (w tym promienie), warto tak przygotowywać narzędzia, by promienie były jak największe – dopasowane do blach o maksymalnej dopuszczalnej grubości. Wówczas zawsze można zmienić promień na mniejszy. Jeżeli blacha będzie zbyt gruba, upuszczenie się nie powiedzie i nie ma możliwości edycji operacji w blasze docelowej. Jedyna szansa ominięcia błędu to zmiana promieni w gotowej operacji formowania w bibliotece projektu.